
Quelle est la meilleure lentille laser à utiliser ?
L'usage du laser est de plus en plus courant dans divers domaines tels que la gravure laser, la découpe et bien d'autres applications industrielles. Cependant, pour obtenir un rendu optimal, il est primordial de bien choisir la lentille laser adaptée. Et on vous le dit tout de suite : tout n'est pas aussi simple qu'il n'y paraît.
L’importance de l'aberration dans les lentilles
Vous vous souvenez peut-être de vos cours de physique où l'on parlait d'aberration ? Eh bien, dans le domaine du laser, c'est un élément clé ! Une aberration est une déformation ou une altération de l'image produite par un système optique, comme une lentille ou un miroir, qui empêche la reproduction fidèle de l'objet observé. Une lentille avec une aberration significative permet une action de découpe en profondeur. Ainsi, une lentille Plano Convex utilisée à l'envers est généralement plus efficace que si elle était utilisée de la manière recommandée par les fabricants.

Types de Lasers
1. Laser à Fibre:
Principe: Ces lasers utilisent des fibres dopées à l'erbium ou au ytterbium comme milieu gainant. Les diodes électroluminescentes pompent généralement ces fibres pour produire une émission laser.
Applications: Ils sont couramment utilisés dans le marquage, la gravure, le soudage, et la découpe de métaux.
Avantages: Faible coût d'exploitation, grande efficacité, durée de vie plus longue et nécessitant moins de maintenance.

2. Laser CO2:
Principe: Le laser CO2 fonctionne en excitant les molécules de dioxyde de carbone. Ces lasers produisent un faisceau infrarouge avec une longueur d'onde principale centrée autour de 10,6 micromètres.
Applications: Ils sont utilisés dans la gravure, la découpe de matériaux non métalliques, la chirurgie, et certaines applications industrielles.
Avantages: Peut découper des matériaux épais, grande précision et vitesse rapide.

3. Laser à Diode:
Principe: Ils sont basés sur le concept de recombinaison électron-trou dans un semi-conducteur. Quand les électrons tombent d'un niveau d'énergie élevé à un niveau inférieur, ils émettent de la lumière.
Applications: Imprimantes laser, lecteurs DVD/CD/Blu-ray, pointer laser, et dans la chirurgie.
Avantages: Petite taille, faible consommation d'énergie, et longue durée de vie.
4. Laser Nd: YAG (Yttrium Aluminium Garnet dopé au Néodyme):
Principe: Ils fonctionnent en utilisant un cristal de YAG dopé avec du néodyme comme milieu de gain.
Applications: Soudage, perçage, découpe, et certains traitements médicaux comme le traitement des cataractes.
Avantages: Flexibilité d'application, peut être utilisé avec des fibres optiques pour le guidage du faisceau.

5. Laser à Rubis:
Principe: C'est un cristal d'alumine (oxyde d'aluminium) contenant des impuretés de chrome qui sert de milieu actif.
Applications: Ils étaient parmi les premiers types de lasers à être développés et sont principalement utilisés dans la recherche.
Avantages: Peut produire des impulsions très courtes et intenses.

Chaque type de laser a ses propres avantages, inconvénients et applications spécifiques. Le choix du type de laser dépend de l'application souhaitée, des matériaux à traiter et des exigences spécifiques du processus.
Meniscus vs Plano Convex : Le duel

Le choix entre ces deux types de lentilles dépend largement de l'application. La meniscus, avec sa faible aberration, est idéale pour la gravure. En revanche, elle est moins efficace pour la découpe.
Mais attention, il faut oublier l'idée d'un point focal fixe. Contrairement à ce que l'on pourrait penser, il n'y a pas de point unique où tous les rayons lumineux se rencontrent. Au lieu de cela, on parle plutôt d'une zone d'INTENSITÉ. Cette zone, où vitesse, puissance et seuil de dommage du matériau se rencontrent, produit la plus petite zone de dommage, souvent perçue à tort comme le point focal.
Comprendre la focalisation
L'idée d'un point focal est souvent mal comprise. Dans les applications courantes, le "point focal" n'est pas un point singulier, mais plutôt une région ou une zone.
Zone d'INTENSITÉ: Cette zone est où la concentration maximale d'énergie lumineuse se produit. C'est dans cette région que les matériaux subissent le plus de dommages, d'où son importance pour les applications de gravure et de découpe.
Vitesse: Un facteur crucial, car il détermine la durée pendant laquelle le matériau est exposé à la lumière concentrée. Une vitesse plus élevée peut réduire la zone d'impact, alors qu'une vitesse plus lente peut l'élargir.
Puissance: Indique la quantité d'énergie délivrée. Une puissance élevée peut produire une zone d'impact plus profonde, ce qui est essentiel pour la découpe.
Seuil de dommage du matériau: Chaque matériau a un seuil spécifique où il commence à être affecté ou endommagé par l'énergie lumineuse. Cela dépend de sa composition, de sa densité, et d'autres facteurs.

Interprétation des résultats de tests
Lorsqu'on examine des images de tests sur divers matériaux, on observe un phénomène intéressant. Si l'on prend pour exemple un faisceau à pleine puissance exposé à des intervalles de temps croissants, on constate que tous les points n'ont pas la même taille. Si c'était un vrai point focal, tous les points seraient identiques, n'est-ce pas?
En plus, si le point le plus fin était le véritable point focal, pourquoi n'est-il pas identique pour tous les tests? Deux tests ayant une puissance différente de seulement 10% montrent des points focaux différents. Cela remet en question le concept du point focal fixe, montrant que le faisceau laser ne le reconnaît pas forcément.
Le choix de la lentille en fonction des matériaux

Certains tests montrent l'effet de la vitesse et de la puissance sur le point focal pour différents matériaux, allant de l'aluminium anodisé à la céramique, en passant par le verre et différents types de bois. La vitesse et la puissance influencent grandement la taille de la ligne obtenue et le point de focalisation. Il est donc essentiel de comprendre et de régler ces paramètres en fonction du matériau pour obtenir le résultat souhaité. Pour les matériaux tels que le cuir, le bois et le plastique, il est essentiel de comprendre et de régler les paramètres en fonction du matériau pour obtenir le résultat souhaité. Cependant, lors de la découpe ou de la gravure de ces matériaux, il est crucial de prendre certaines précautions, notamment en matière de sécurité. Les processus de gravure et de découpe laser peuvent générer des fumées ou des gaz potentiellement nocifs. Il est donc impératif d'assurer une ventilation adéquate et de porter des équipements de protection individuelle, comme des masques, pour prévenir toute inhalation. En outre, il est bon de consulter les fiches de données de sécurité du matériau pour être au courant des risques potentiels et des mesures de sécurité recommandées.
Pour simplifier, si l'on regarde les épaisseurs de ligne au point focal pour différentes vitesses et puissances, on remarque des variations. Par exemple, à une vitesse de 400mm/s et une puissance de 95%, l'épaisseur de la ligne varie entre 0.05mm et 0.5mm selon le matériau.
Métaux
Les métaux, en raison de leur conductivité thermique élevée, nécessitent généralement des paramètres de découpe spécifiques pour obtenir des résultats optimaux.
Aluminium anodisé: Bien que cet alliage soit relativement doux, l'anodisation ajoute une couche d'oxyde à la surface qui peut influencer le point focal. Une puissance élevée et une vitesse plus faible sont souvent nécessaires pour une coupe nette.
Acier: L'acier est généralement plus difficile à couper que l'aluminium en raison de sa densité et de sa dureté. Cela nécessite un ajustement précis du point focal pour obtenir une coupe propre.
Autres métaux (cuivre, laiton, etc.): Ces métaux peuvent nécessiter des réglages différents, notamment en raison de leurs propriétés réflectives et de conductivité thermique.

Cuir
Le cuir, étant un matériau organique, a tendance à brûler lorsqu'il est coupé au laser. Il est essentiel de régler soigneusement la vitesse et la puissance pour éviter une trop grande carbonisation des bords. Une vitesse plus rapide peut souvent aider à réduire ce phénomène.

Bois
Le bois varie énormément en fonction de son type et de sa densité.
Bois dur (comme le chêne): Nécessite généralement une puissance plus élevée et une vitesse plus lente pour une coupe nette.
Bois tendre (comme le pin): Peut être coupé à une vitesse plus rapide, mais il est important de surveiller la carbonisation.


Les plastiques, tels que le PMMA ou l'acrylique, peuvent fondre lors de la découpe au laser, ce qui nécessite un ajustement précis de la puissance et de la vitesse.
PMMA/acrylique: Une vitesse moyenne à rapide avec une puissance modérée donne souvent les meilleurs résultats, produisant des bords lisses et brillants.
Polycarbonate: Ce matériau peut brunir ou fondre si les paramètres ne sont pas correctement ajustés. Une attention particulière est nécessaire pour éviter la déformation.
Utilisation de l'intensité de la profondeur de mise au point pour mesurer la performance de coupe
Lorsqu'il est réglé sur la meilleure intensité de la profondeur de mise au point, voici une idée de la performance de coupe en fonction du temps en millisecondes nécessaire pour atteindre une profondeur de 4mm/6mm.
Performance de coupe
La table ci-dessous donne une idée générale de la performance de coupe des différentes lentilles à leur point focal mesuré d'intensité de profondeur. Les chiffres indiqués représentent le temps en millisecondes nécessaire pour atteindre une certaine profondeur (4mm/6mm). Par exemple, une valeur de "10/18" pour une lentille signifie qu'il lui faut 10 millisecondes pour atteindre une profondeur de 4mm et 18 millisecondes pour 6mm.
Légende:
P/C: Plano Convexe
Men: Meniscus
ZnSe PVD: Zinc Selenide - Physical Vapor Deposition
ZnSe CVD: Zinc Selenide - Chemical Vapor Deposition
GaAs: Gallium Arsenide
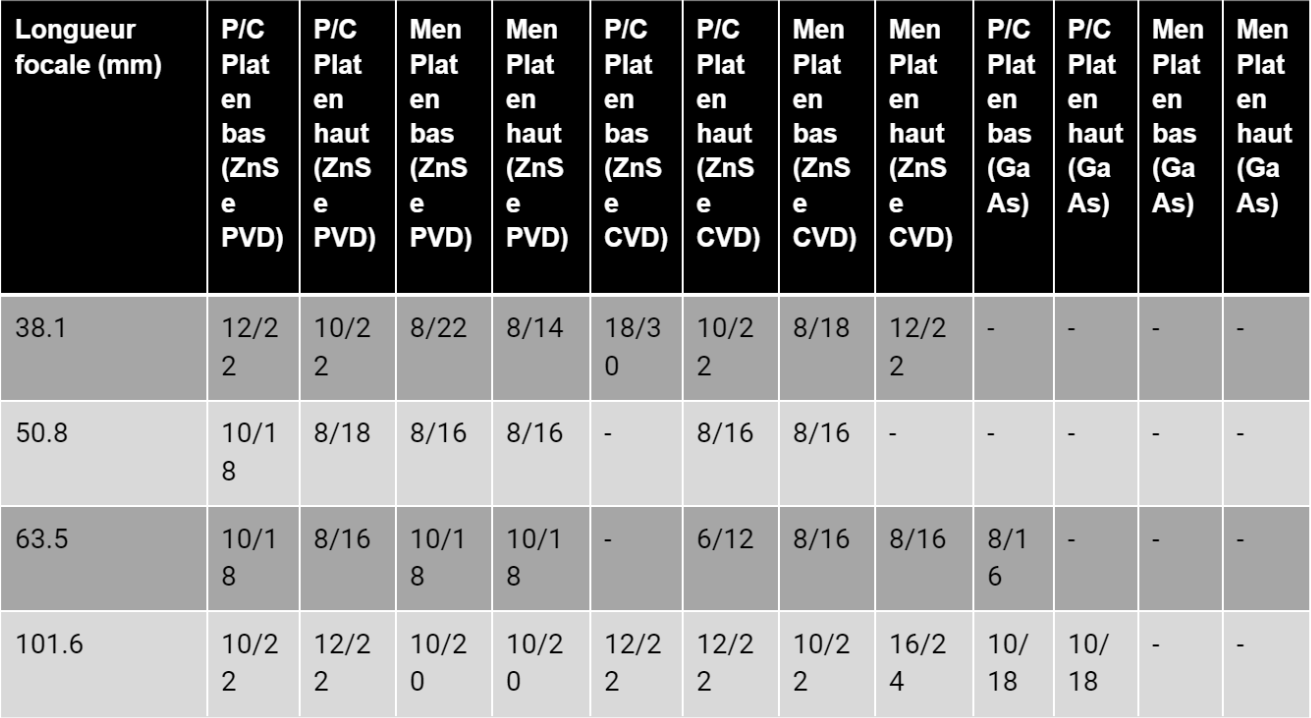
Performance de coupe de différents objectifs à leur point focal de profondeur et d'intensité mesurées
Il est important de noter que la performance de coupe peut varier en fonction de nombreux facteurs tels que le type de matériau, l'épaisseur du matériau, la puissance du laser et la qualité de la lentille ou encore la machine de découpe choisit. La table ci-dessus donne une idée générale de la performance de coupe des différentes lentilles à leur point focal mesuré d'intensité de profondeur.
Choisir la lentille laser idéale dépend de nombreux facteurs, dont le type de laser, le matériau à traiter et l'application souhaitée. Une bonne compréhension de l'aberration, de la focalisation et des différents paramètres tels que la puissance, la vitesse et la profondeur de mise au point est cruciale pour optimiser le rendu. La sécurité lors de la découpe ou de la gravure ne doit pas être négligée, notamment en ce qui concerne la ventilation et la protection individuelle. Découvrez 30 idées de découpe laser pour vos projet dans l’article suivant.